廣東臺翰深孔鉆廠家專業定制生產搖臂鉆攻深孔螺紋轉速走刀怎么配合,價格實惠、質量保障,歡迎來電咨詢合作!
高速鉆孔攻牙機
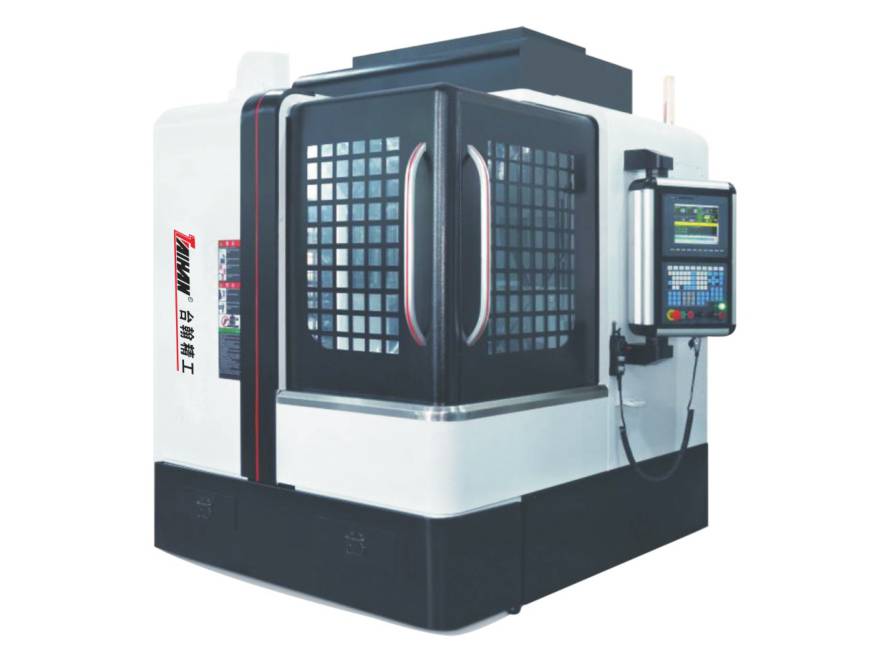
數控精密模具自動鉆孔機TV-8
銑床
龍門加工中心
雕銑機
數控深孔鉆床
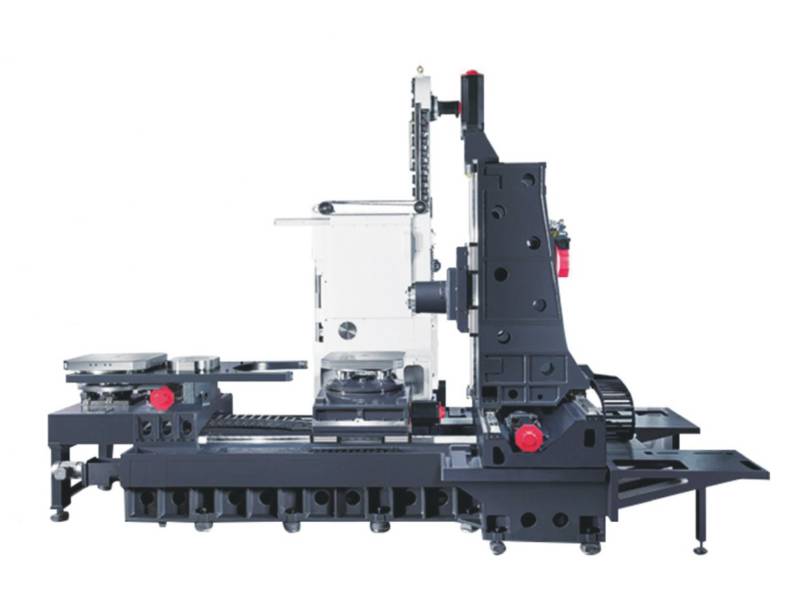
七軸深孔鉆
高速精密雕銑機
選擇我們的6大理由
高效率
4種支撐
強大的液壓控制
納米級過濾系統
高精密檢測精度
雄厚的實力
新聞資訊
24
30
16
17
25
15
22
28
13
客戶案例
瓶蓋模具
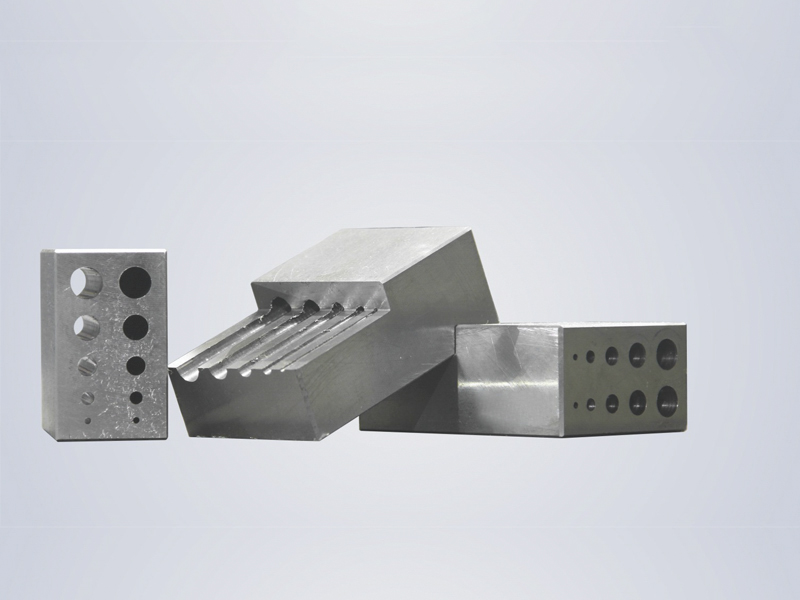
深孔模具
模具鉆孔-深孔鉆精準模具鉆孔
金屬幕墻網


























 在線客服
在線客服